


机器视觉检测应用到工业自动化控制优势





机器视觉检测应用到工业自动化控制优势
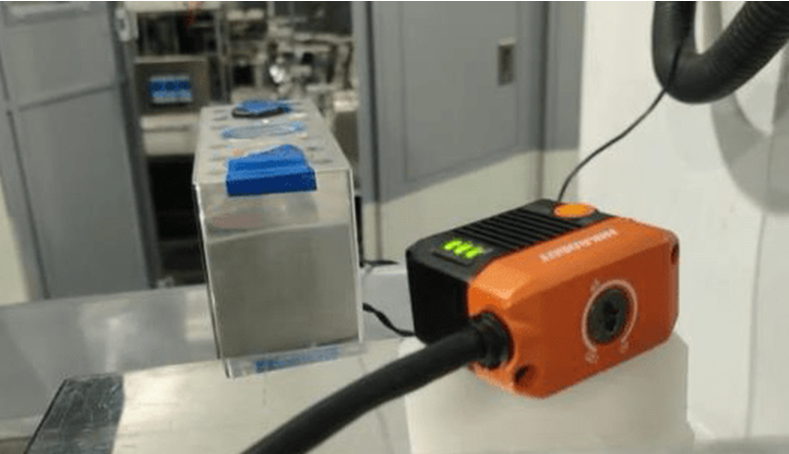
机器视觉是用机器代替人眼进行测量和判断。它通过图像摄取设备将目标对象转换为图像信号,并将其传输到图像处理系统,该系统根据像素分布、亮度、颜色等信息将其转换为数字信号;图像系统对这些信号执行各种操作以提取目标的特征,然后根据识别结果获取信息。
随着工业自动化技术的成熟,机器视觉技术的成熟和发展,在自动化生产制造中得到越来越广泛的应用,行业发展也将进入快速增长的新阶段。机器视觉在工业自动化中的应用起着重要作用的主要原因如下:

1、效率更高
人们能够继续有效工作的时间有限,在重复的机械化检测过程之中容易疲劳和缺乏能量,因此检测效率相对较低。
机器视觉每分钟可以检测数百甚至数千个部件。特别是在检测高速运动目标时,机器可连续工作24小时,提高检测效率。
2、更高的准确度
人眼受到物理条件的限制,即使用放大镜或显微镜对产品进行检测,也会受到主观性、体力等因素的影响,准确性无法保证。不同检验员的标准也会不同。
机器不受主观控制。只要参数设置没有差异,相同配置的多台机器可以确保相同的精度。
3、较低的总体成本
人工检测是一项长期且持续的成本投资。传统的产品测试属于劳动密集型领域。现在人工和管理成本都在上升。
机器视觉检测的投入主要是晚期的,一次性投入保证了长期的产出。此外,机器检测比手动检测更有效。从长远来看,机器视觉检测的成本较低。
4、信息集成
一个人一次只能检测一个内容。当人工检测面临不同的检测内容时,只能通过多站的协调配合来完成。
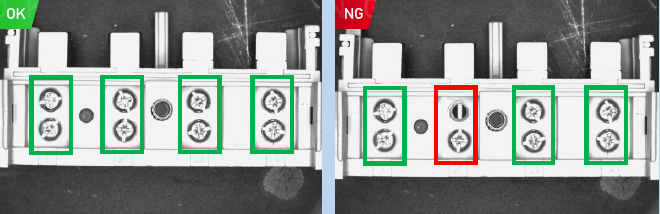
机器视觉检测可以通过多站测量方法一次测量多个技术参数,如待检产品的外形、尺寸、外观缺陷和产品高度。
5、数字统计管理
机器视觉产生的所有测量数据都可以独立复制或通过网络连接复制,方便生产过程统计和分析。同时,工作人员可以导出指定的测量数据并在测量之后生成报告,无需手动逐个添加。
6、可长时间重复连续工作
 机器可连续24小时完成检测工作,无疲劳。人类的精力是有限的,长时间重复检测必然会感到疲倦。此时容易出现漏检、误检、误检等错误,造成重大损失。
机器可连续24小时完成检测工作,无疲劳。人类的精力是有限的,长时间重复检测必然会感到疲倦。此时容易出现漏检、误检、误检等错误,造成重大损失。
7、可应用于危险检测环境
机器可在恶劣、危险的环境之中,以及人类视觉难以满足需要的场合。
8、不会造成接触损坏
机器视觉在检测工件的过程中不需要接触工件,也不会对工件造成接触损坏。必须对工件进行手动检查,容易造成接触损坏。
9、更加客观和稳定
在手动测试过程之中,测试结果会受到个人标准、情绪、精力等因素的影响。机器严格按照设定的标准进行,测试结果更加客观、可靠、稳定。
10、避免人为污染
一些特殊生产线,如制药生产现场,对生产和检测过程有极高的卫生要求。机器视觉检测可以避免人为污染,保证生产检测的清洁度和质量。
 这是机器视觉检测在工业自动化中的优势。此外,由于机器视觉系统能够快速获取大量信息,并对其进行自动处理,并且容易与设计信息和加工控制信息相结合,因此在现代自动化生产过程之中被广泛应用于成品检验和质量控制中。同时,在大规模工业生产过程之中,当人工检测产品质量效率太低、精度不高时,机器视觉检测可以大大提高工业生产效率和生产自动化程度,减少返工,减少召回,保护品牌形象,提高企业竞力。
这是机器视觉检测在工业自动化中的优势。此外,由于机器视觉系统能够快速获取大量信息,并对其进行自动处理,并且容易与设计信息和加工控制信息相结合,因此在现代自动化生产过程之中被广泛应用于成品检验和质量控制中。同时,在大规模工业生产过程之中,当人工检测产品质量效率太低、精度不高时,机器视觉检测可以大大提高工业生产效率和生产自动化程度,减少返工,减少召回,保护品牌形象,提高企业竞力。




如果您正在寻找相关产品或有其他任何问题,可随时拨打我公司销售热线
全国统一咨询热线:86-755-28600211


01 留言咨询(设备、产量、价格、物料、流程等)
02 等待回访(30分钟内快速回复)
03 免费定制(根据需求免费量身定制流程方案)
想了解价格?产量?型号?售后?请留言,我们第一时间为您回复
在线留言
 在线客服
在线客服